The beam provides a concentrated heat source, allowing for narrow, deep welds and high welding rates. The process is frequently used in high volume applications using automation, such as in the. Rapporter et annet bilde Rapporter det støtende bildet. Laser Welding","rh":"rofin. The laser beam welding is mainly used for joining components that need to be joined with high welding speeds, thin and small weld seams and low thermal distortion.
These companies come from a wide range of industry sectors including medical, automotive and aerospace.

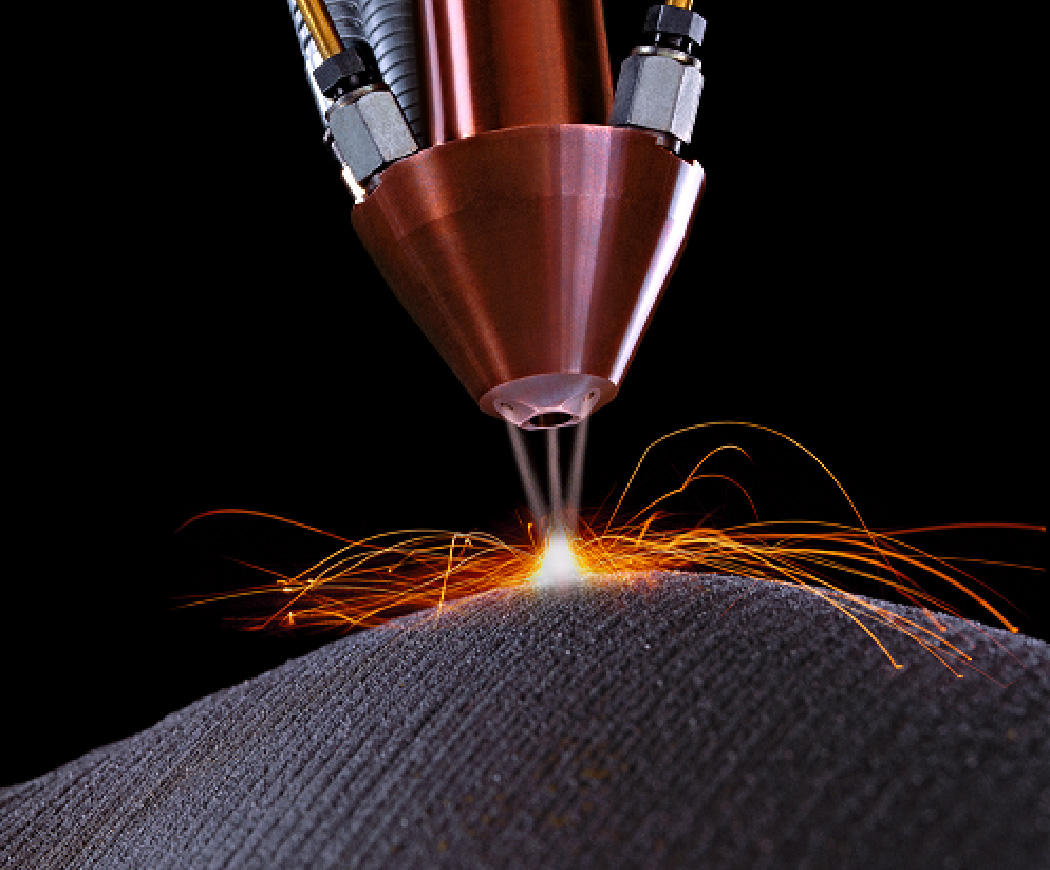
This video shows the laser welder being used in a semi-automatic mode to produce precise seam welds on. The cover of a TRUMPF TruFlow laser resonator being laser welded in a laser welding cell in our. The laser beam is focused to a small spot where the generated intensity is enough for material melting and evaporating.
The water cooled mirrors are usually instead of the lens for high-power COlasers focusing. The welding is usually done by two methods. The thermal conductivity method provides for heat transfer from.
Gases for laser welding are used for surface laser welding and treatment. Heated material surface and a welding puddle must be protected against contact with ambient air. Moreover, in welding with high-power COlasers, excessive plasma generation should be prevented.
Helium and helium-argon mixtures are the main. FAQ: What is the normalisation method for obtaining R-curves? The advantages of laser welding are being exploited in myriad applications across the metal fabrication industry. The laser weld is formed as the intense laser light rapidly heats the material – typically calculated in milliseconds. Three type of laser welds can be achieved with laser welding: conduction. Amada Miyachi America, Inc.
Based in Southern California, the company provides products to a wide range of markets including the medical device, battery. The heat required to connect the parts is generated by the laser beam which is focussed onto the weld. State-of-the-art technology makes industrial lasers an increasingly popular alternative for welding and surfacing applications in many fields of manufacturing, from automotive through microelectronics to shipbuilding. The benefits of laser welding include low heat input, a small heat-affected zone (HAZ), low distortion rate. EB Industries has been welding Titanium for over years utilizing both laser welding and EB welding technologies.
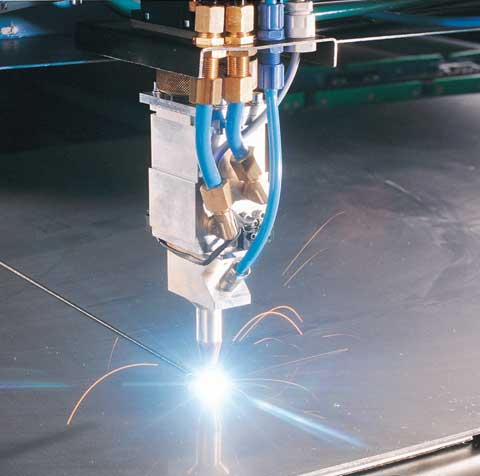
This page describes some of the challenges of laser welding titanium and how the experts at EB Industries overcome them. Advanced laser cutting complexes make it possible to obtain workpieces of practically any configuration. Computer-automated technologies and modified software allow to fabricate parts of sophisticated configuration with high precision and minimal costs, thus making this technique superior as compared to other methods. A laser produces a light beam with high intensity, concentrated into one spot.
This concentrated heat source enables fine, deep welding and high welding speeds. Traditional laser welding technologies, such as continuous wave CO2. Every minute the laser is waiting for parts, the welding system is literally in a holding pattern.
STI uses laser welding technology to assemble components composed of multiple metal parts welded together by means of a laser beam. Due to its relatively low heat input, laser welding enables a range of micro welding applications that require high-quality welds impossible or difficult to achieve with other welding.